干式气柜在国内外主要用于炼钢行业,近几年逐步进入石化行业,柔性膜密封式
气柜是一种先进的新型贮气设施,与其他类型
干式气柜相比具有吞吐量大、维修费用少、操作方便等优点。以
江苏省汉华安装工程有限公司维修分公司30000m3新型橡胶膜干式气柜为例,从气柜的组成、工作原理、安装方法、安装质量控制等方面对柔性膜密封式气柜的施工进行阐述。
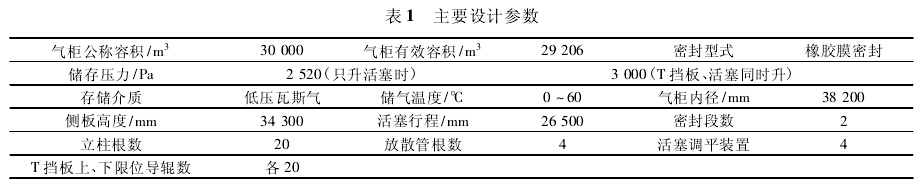
江苏省汉华安装工程有限公司维修分公司30000m3新型橡胶膜干式气柜主要设计参数见表 1。
1 主要组成
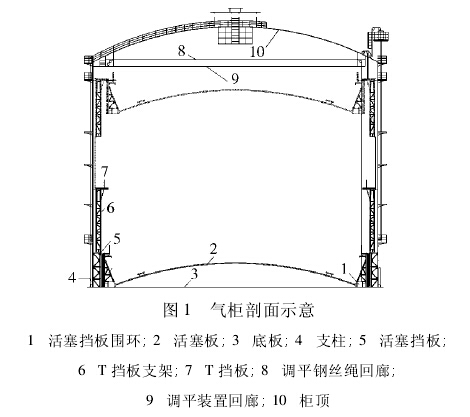
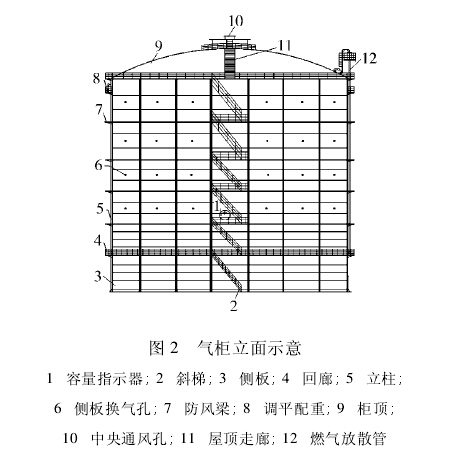
橡胶膜密封干式气柜主要部件包括柜体、活塞组件、T 挡板及支架、橡胶膜密封、气体放散装置、调平装置等( 图 1 为气柜剖面图,图 2 为气柜立面图) 。
2 工作原理
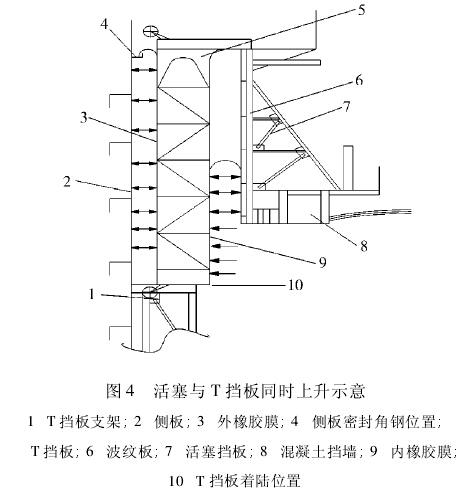
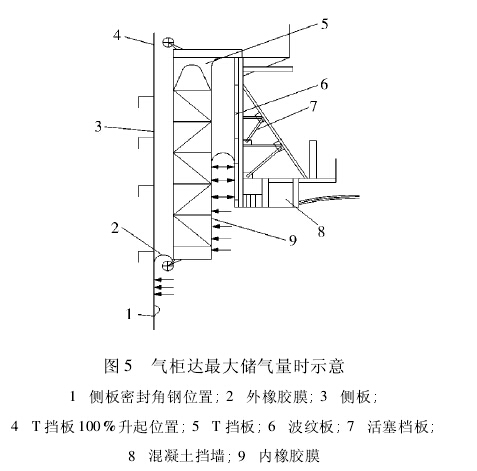
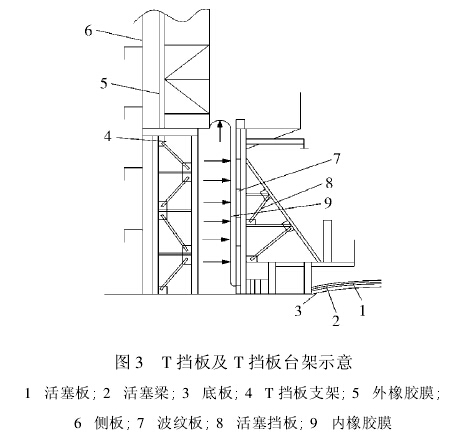
采用两段式密封结构,当气柜内无储存气体时,活塞座落在底板上,T 挡板座落在 T 挡板台架上( 见图 3) 。当气柜内进气且达到一定压力时,活塞便开始上升,内侧密封橡胶帘开始向上卷动,这时 T 挡板外侧密封橡胶帘保持不动。随着气体的不断进入,活塞上升至活塞支架顶部碰到 T 型挡板上部支架时,内侧密封橡胶帘向上拉直,此时,活塞已不能单独上升,而是与 T 挡板同时上升( 见图 4) 。这时,外侧橡胶卷帘开始向上卷动,当活塞及挡板上升到最高位置时,外侧密封橡胶帘也被拉直,气柜达到最大
储气量( 见图 5) 。
3. 1 施工方法概述
鉴于该气柜高度高、直径大、工期要求紧的特点,结合实际情况,在施工方案的确定上,采用正装法,在起重设备上采用 40 m 的独立式塔式起重机,使现场安装快捷、安全、可靠,大幅降低了施工费用。
3. 2 底板安装
柜底放线: 以基础中心和四个方位标记为基准,画十字中心线,做出永久标记。划出底板外圆周线,考虑焊接收缩,底板外圆直径应比设计直径放大。
边缘板安装: 气柜弓形边缘板敷设时应使柜底排污口安装处无焊缝,同时要考虑到柜内围栏台架的立柱与弓形边缘板之间的焊缝错开。焊接时采用沿圆周对称施焊并且由外边缘向内焊接。
中幅板安装: 中幅板的安装关键是对焊接变形的控制。主要控制焊接电流不得过大,焊接速度不宜过快,焊接过程完毕后采用锤击法消除应力,3 层板搭接部位要将上层板切角。
3. 3 立柱安装
立柱安装的质量直接影响柜壁的垂直度,因此安装前要在平台上对立柱进行调校,待检查合格后再进行安装; 安装合格后,采用经纬仪测量保证立柱垂直度。
3. 4 壁板安装
底圈壁板安装: 找出柜底中心线,划出十字线,按直径在柜底上划出圆周线。在圆周内侧沿圆周方向每隔 1. 5 m 焊上限位挡板。确定每块壁板的安装位置,将壁板吊至安装位置后,在内壁打上调节支撑,用以调节壁板垂直度。先找正一块壁板确保垂直度、水平度满足要求后以这块板作为基准,调整其他板。整圈调整完毕后,再复测一次纵缝间距、壁板垂直度、上口水平度,然后将壁板固定,进行纵缝的焊接。
其他各圈壁板安装: 在下层壁板内侧上部点焊挡板限位,使上、下层壁板对齐。为保证对口间隙一致,在环缝中间加垫板,垫板厚度与设计要求的对口间隙相同,同时按第一圈壁板组对要求进行安装。
3. 5 拱顶安装
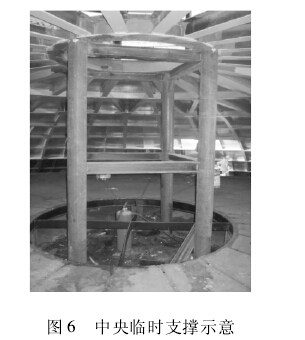
临时支架安装: 临时支架由 159 mm × 8mm 的管子做立柱,Ⅰ12 做连接支撑。 先将中心圈放在临时支架上,顶圈中心对准底板中心,无误后将临时支架与底板焊接。中央临时支撑见图 6。
柜拱顶安装: 设置完柜顶临时支架及垫梁后,在垫梁上标记出柜顶环板安装位置线,将柜顶主梁对称吊装就位并与中间环梁、连接板点焊。最后将柜顶板依次与柜顶梁组对点焊,全部组对好
后由多名焊工均布同位置焊接顶板外侧与顶梁的焊缝,然后焊接顶板内侧与柜顶梁的仰角焊缝。
柜顶吊装: 柜顶安装成一个整体后,用 20 个10 t 倒链将柜顶整体提升就位,倒链设置在 20 个立柱上部的临时支柱上。
3. 6 活塞组件安装
围环底板安装: 在柜底板上标出围环底板安装定位线,铺设围环底板,并点上定位挡板。
密封槽钢安装: 在围环底板上标出密封槽钢安装半径位置,将密封槽钢组对就位,并检查接缝部位的间隙。焊接时,先焊密封槽钢对接缝,然后由多名焊工均布同向施焊槽钢与活塞底板连接的环缝。
活塞围环安装: 以立柱为基准确定活塞围环支柱及环板的组装半径位置并依次点焊,组对时应测量环板圆度及垂直度。最后进行围环内外周角钢及钢筋的焊接。
活塞围环浇注: 浇注前,将标准高度标注在内、外框上。浇注时要充分捣实,不能有空隙,特别是要注意转角。
活塞挡板支架安装: 活塞挡板支架分 40 个预制,逐片安装就位,然后进行拉杆及平台的安装。
3. 7 T 挡板安装
T 挡板支架安装完成后,在支架平台上组装底板,再安装密封槽钢和密封角钢,最后将预制成的T 挡板吊装就位与 T 挡板底板焊接。然后安装拉杆和周向梁。
3. 8 密封装置安装
橡胶膜整体吊起,安装就位,先进行外膜的安=装,后进行内膜的安装。先进行橡胶膜上口的安装,后进行橡胶膜下口的安装。
橡胶膜上口安装: 将密封胶抹在固定角钢圈的立面外侧,然后将橡胶膜上口吊装就位,使橡胶膜沿螺栓孔环形排布。将角钢圈上的基准螺栓孔按编号与橡胶膜上的螺栓孔对齐,依次安装垫圈、压板、导向环、止动垫圈和螺栓、螺母。
橡胶膜下口安装: 把密封胶抹在密封槽钢圈的上翼缘板表面,将橡胶膜充分展开,沿螺栓孔环形布置。由多人将橡胶膜下口拉放到位,使其处于自然下垂状态,将槽钢圈上的基准螺栓孔按编
号与橡胶膜上的螺栓孔对齐,穿上螺栓,依次将垫圈、压板、垫圈、弹簧垫圈和螺母安装就位。安装时从同一起点开始,沿圆周方向对应安装螺栓及附件,一定要避免橡胶膜上的孔与密封槽钢上的孔错位。
3. 9 气柜调平装置导向轮安装
滑轮为组合件,待支架安装后依次安装导向滑轮,安装时应保证滑轮的标高和垂直度。
调平配重依次安装到位,与钢丝绳连接固定。调试时,观察配重的轮子在轨道上运行有无卡涩现象。
4 安装质量控制
干式气柜没有专门的施工验收规范,需遵循GB 50205 - 2001《钢结构工程施工及验收规范》及设计相关的《干式气柜施工安装公差要求》、《干式气柜试运转要领书》。归纳起来,主要包括构件制作质量检验( 对底板、活塞板、顶板的制作检验,抗风梁的制作检验,柜顶的制作检验,活塞系统的制作检验项,T 挡板及 T 挡板支架的制作检验,限位导轮的制作检验,调平装置的制作检验) 和构件安装质量检验( 对基础高度、安装基准点、底板、立柱、侧板、柜顶、调平装置环形走廊、挡板、活塞部件的安装检验) 。
5 气柜试运转和调整
气柜本体和附属装置安装完成后,应进行气柜总体调试,使气柜达到整体验收要求标准。
试运转检测项目主要有: 活塞水平度; 密封处间隙; 调平装置的传动情况; 调平配重在通过导轨时是否顺利; 活塞升降有无振动或异常声响,检查上、下限位报警和连锁动作的可靠性; 活塞最高位自动放散装置可靠性试验。
试运转和调整: 提升试验时,按照设计给定的检查位置观察记录各部状态和数据,对试验超标的项目进行调整。如果活塞倾斜角度过大,停止鼓风机运转,可调整活塞上调平配重的位置,使活塞平衡。调整后再重新试验,直至最后全部达到标准要求。
6 整体严密性试验
在活塞升降试验过程中,组织试验人员在活塞板、壁板焊缝、密封橡胶膜的粘接缝用肥皂水对焊缝及密封部位 100%做气密试验。
7 结语
由于采用科学合理的施工程序和施工技术,该气柜几何尺寸符合设计要求,试验一次合格,施工工期比计划提前 15 d。截止目前,
气柜运行状态良好。



 气柜资讯
气柜资讯