徐州焦化厂 15万立米 1#湿式
气柜 , 用于煤气储存 , 是徐州市用煤气的主要储罐之一。该气柜由底座及五个塔组成 , 每塔底部均有一圈挂圈走台 , 每个走台上放有二十四个导轮。随着
储气量的多少 , 各塔靠二十四个导轮沿导轨滑动实现自动升降。气柜主要参数如下: 气柜材料:A3钢;: 容积: 150 000m3; 壁厚: 3mm;各塔高度: 10m;各塔平均直径: 60m;气柜全部开起时总体高度: 67m。见图 1照片。
该
气柜服役十余年后 , 发现挂圈走台上导轮附件有裂纹 , 导致煤气泄漏 , 为了进一步摸清气柜的损坏程度 , 分析导致裂纹出现的原因及提供修复意见 , 我们对该气柜进行了测试分析。该气柜四塔挂圈走台为受力最严重亦损坏最严重部位。为了搞清走台残余应力的分布情况 , 用 X射线法对导轮附件的较危险部位和其它典型部位进行了残余应力的现场测试。同时为了弄清气柜服役状态时的应力水平 , 修复前用应变片法进行了气柜升降时的工作应力测试 , 为进一步对比分析 , 于气柜修复后又进行了工作应力测试。
2 残余应力测试
2. 1 测试方法
本次测试采用 X射线法。
测试仪器为日本理学公司生产的PSF- 2M应力测试仪。
测试过程按国际 GB7704- 87“X射线应力测定方法”进行 , 测试前先将测点部位用粗砂纸进行打磨以去除锈层及污物 , 然后用细砂纸将表面打磨平整光滑 , 最后对表面进行电解抛光 , 消除由打磨造成的表层加工应力 , 此后即可开始用X射线仪进行逐点测试。
2. 2 测点布置
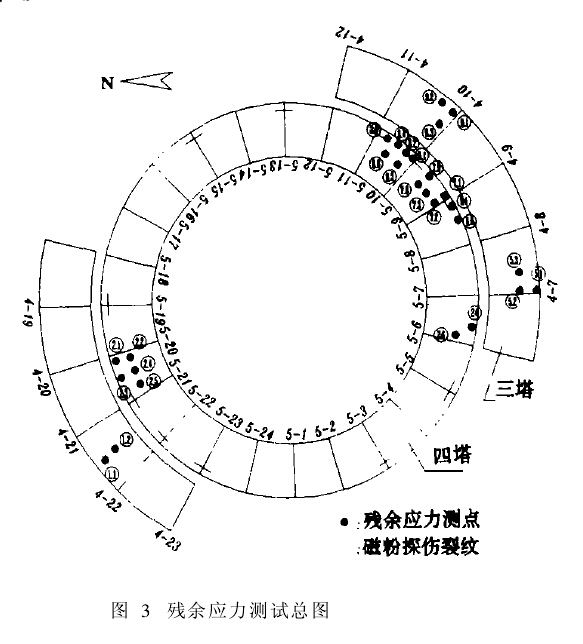
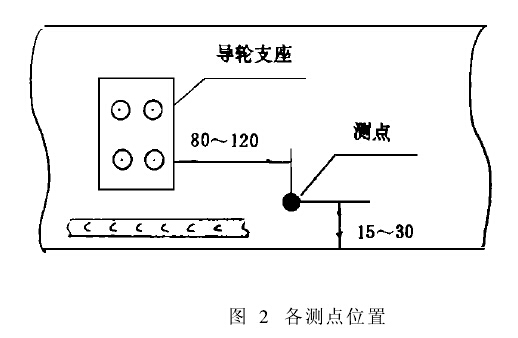
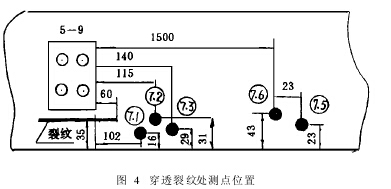
根据分析 , 挂圈走台残余应力主要来自焊接应力 , 而焊接应力又以导轮支座附件的应力集中部位为最严重 , 故测点主要选在导轮支座旁的焊缝附近。各测点的具体位置一般是: 到导轮支座边缘的环向距离约为 ( 80- 120) mm, 至走台外边缘约为 ( 15- 30) mm, 见图 2。同时选了少数测点在距导轮支座较远处 (约 1. 5m )以作对比。测点大部分选在四塔 , 少部分选在三塔 , 测点总数为 28点 , 测点布置总图见图 3。
2. 3 测试结果及分析
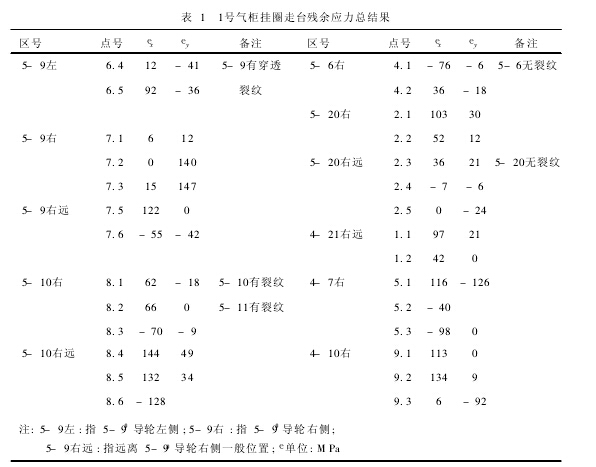
对每个测点都测试了两个方向的应力 , 即环向应力 ex及径向应力 ey, 测试总结果见表1。 对测试结果分析讨论如下:
1) 残余应力在挂圈走台不同部位的分布极不均匀 , 有的部位很大 , 有的部位很小 , 最大残余应力为 147MPa, 约为 0. 6es, 这表明焊接残余应力水平是较高的。 由金相复型结果得知, 这主要是焊接时温度过高而冷却较快所至。
2) 对出现裂纹较多的 5- 9, 5-10, 5- 11等部位 ( 5- 9, 5- 10, 5-11, 指气柜 4塔挂圈走台上 9, 10, 11号导轮 ) , 其残余应力也较大。例如在5- 9穿透裂纹附近 , 最大残余应力高达 140MPa及 147MPa(测点 7. 2, 7.3,见图 4)。 即使在距导轮支座较远如测点 8. 4, 8. 5,其残余应力也高达144M Pa及 132M Pa。 而在未出现裂纹处如 5- 6导轮支座附近的测点 4. 1及 4. 2, 其残余应力较小 ,仅为 36MPa。这说明 , 残余应力是助长裂纹生成和扩展的重要因素。
3) 对三塔 , 选测了三处。 两个导轮支座附近 ( 4- 7, 4- 10) (指气柜 3塔挂圈走台 7, 10号导轮 ) , 残余应力也偏大 , 为 116, 113, 134M Pa;一个远离导轮支座处 ( 4- 21) , 测点 1. 1及 1. 2, 应力也稍大 , 为 97MPa及 42MPa , 残余应力状况同四塔相近。
3 工作应力测试
3. 1 测试方法
采用电阻应变片法进行工作应力的现场测试。测试仪器为日本共和电业生产的U CAM- 10A 数据采集器。
本次现场测试由于气柜的体积较大 , 故由应变片至测试仪器之间的导线距离较长 , 一般在 50- 70m之间。为保证测量精度 , 进行了计及导线阻值的长导线修正。公式如下:
另外 , 考虑到气柜各区温度的差异及导线长度的不同 , 采用分区设置温度补偿片 , 各区分别进行补偿的方法。
3. 2 测点布置
考虑到导轮支座部位承力情况复杂 , 应力可能较大 , 测点布置主要选在导轮支座附近 ,也有少数测点选在距导轮支座较远的一般位置 , 以做对比。
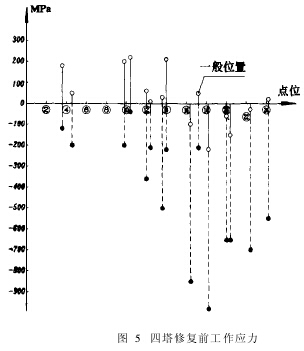
修复前共选测点 24处 , 有效测点 19处 (四塔 15处 , 三塔 4处 ); 修复后共选测点 15处 ,有效测点 14处 (全部在四塔 )。每次测点测定 2个方向应变 , 即环向及径向。导轮支座附近的测点位置为: 到导轮支座边缘的环向距离约为 5mm, 到走台外边缘的径向距离约为 25mm,四塔修复前后测点总体布置见图 5、 图 6。
3. 3 测试结果及分析
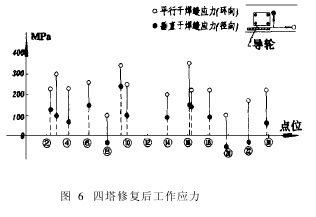
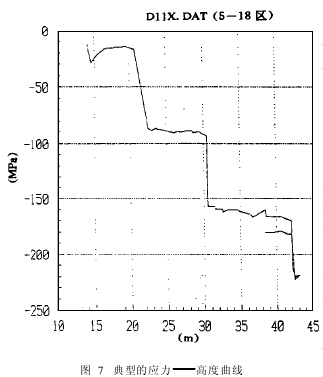
测试时以皮尺长度度量气柜升起高度。在气柜升起不同高度时记录相应的应力值。典型测点 ( 5- 18右 )的应力 - 高度曲线见图 7。对应气柜升起至最大高度时 (将最后的一塔挂起时 )四塔各测点的最大应力值总和表示在图 5、图 6上。
主要采取内壁增加加强筋等措施进行修复。现在主要根据四塔测试结果 (图 5及图 6)进行分析和讨论。修复前后应力状态的比较如下:
( 1) 修复前 (图 5) ,沿挂圈走台各测点的应力数值分配极不均匀 , 从总体看 , 气柜一侧应力较大 , 另一侧则应力较小 , 表明气柜升起时有较严重的侧偏现象。修复后 (图 6) , 各测点应力分配不均匀现象有显著好转 , 基本达到等强度 , 侧偏现象也有好转。
( 2) 导轮附近部位工作应力数值特大 , 最大应力值高达 - 980MPa( 5- 18左右 ) (实际上此数值仅为表观应力值 , 因为此值系按线弹性虎克定律由应变值计算来; 实际上此时应力已超过材料屈服极限 (约 240MPa) , 真正应力值没有这样大 , 但已发生显著的塑性变形。此值愈大 , 表示塑性变形愈大 )。 本次现场测点所在部位为外表面 , 主要承受径向弯曲压应力 , 而其内表面则受弯曲拉应力。在内表面处无加强筋时 , 内表面的拉应力与外表面的压应力数值相等 , - 980M Pa,可见挂圈走台导轮支座附近的应力状态极为严重。修复后 , 测点布置在导轮附近为 11处 , 距导轮较远的一般位置为 3处。测试结果表明 , 导轮支座附近同距导轮支座较远的一般位置 , 其应力基本无差别 (见图 5)。可见 , 经修复后 , 挂圈走台强度基本达到一致。
( 3) 修复后径向弯曲应力 (垂直焊缝方向 )明显减小。 最大表观应力由修复前的 -980M Pa降至修复后的 - 50M Pa。 而且由于走台下表面内添置了加强筋 , 内表面所受径向拉应力也不会大于外表面的径向压应力。因此 , 发生环向疲劳裂纹的可能性将较修复前有显著降低。正是由于走台径向弯曲刚度增大 , 相对地环向弯曲刚度变弱 , 因此表面环向拉应力由200M Pa(测点 5- 10, 5- 14)增至 330M Pa(测点 5- 16)。即发生径向疲劳裂纹的可能性稍有增加。加之 , 气柜整体侧偏现象仍未完全消除 , 最大环向拉应力还有可能更大。因此 , 建议气柜使用时继续保持定期巡查 , 注意裂纹萌生及扩展。 气柜升降工作时 , 挂圈走台的应力状态相当于塑性应变疲劳 , 气柜每升降一次 , 即发生一次疲劳循环过程。循环次数积累至一定数量时 , 即生成疲劳裂纹。这种裂纹大多由内表面的受拉部位起始 , 向外表面扩展 , 再经若干循环 , 最终导致裂纹向外表面穿透。



 气柜资讯
气柜资讯