1 工程概述
由于气体供应有季节性和时间性变化,且气源不可能在较短时间内迅速改变产气量,因此必须设置储
气柜来均衡输配系统的负荷,调节产气量与用气量之间的不平衡。螺旋导轨式
储气柜一般是用于储存煤气的平衡调节设施。气柜的结构一般由固定式水槽和可作螺旋升降运动的塔节及钟罩组成。
10000m3 螺旋导轨式储气柜的主体结构由钢水槽、塔体、顶架、顶板、斜梯、配重、栏杆等组成。其主要特点为: 柜体积大,构件复杂繁多,焊缝密度大,故焊接变形大,水槽、塔节以及钟罩之间的密封性能和升降灵活性能要求严格,制造
安装难度较大。
2 工艺原理与特点
2. 1 工艺原理
甘肃白银靖远煤业有限责任公司修建 1 万立方米湿式螺旋气柜,用来储存煤气用于发电,其安装施工具体工艺原理如下:
1)
气柜主要构件现场预制,利用胎具预拼成大片或大块后进行安装。
2) 水槽安装采用三角架倒装工艺; 利用三角架作为安装施工机具,从下至上一圈一圈地安装水槽壁板。
3) 塔节采用整圈安装工艺,即整圈安装好塔节骨架( 包括上下挂圈和立柱等) 整圈安装调节好导轨,在整圈进行菱形板的安装、点焊和焊接。
4) 螺旋导轨的安装,螺旋导轨具有沿圆柱弯曲以及按 45°螺旋扭曲的特点。它是各塔节升降时的导向结构,同时又是上下两个相邻塔节以及最外侧一节塔节与水槽相互连接的构件。两个相邻塔节的
螺旋导轨布置的倾斜方向是相反的。因此,塔节升降过程中旋转方向也是反方向的。导轨与上下水封带板连接可采用螺栓连接。
5) 导轮采用两步安装,即在升降试验前做导轮预安装和临时固定,在升降试验后再进行导轮调整,做最后固定。
6) 顶架采用大跨抬吊安装工艺,即先在水槽底板上把顶盖桁架组装成大跨,用水槽内外各一台吊车将桁架吊装就位。
2. 2 工艺特点
本工艺芳法具有以下几个特点:
1) 采用深度预制,现场省工省时。
2) 和其他安装相比,不需要特殊施工设施,施工准备期短,施工用料省,适用范围广,简单易行。
3) 便于控制全过程质量,有利于保证最终质量。
4) 可减少大型吊装机具的台班费,减低工程成本。
3 安装施工工艺
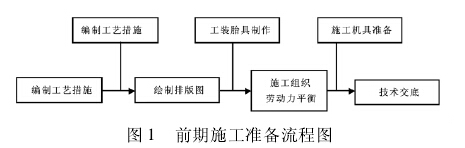
3. 1 施工准备流程
安装施工准备流程如图 1 所示。
3. 2 施工准备工作
安装施工前期的准备工作较多,需做好充足的准备,具体如下:
1) 复测土建基础尺寸。
2) 水槽底板的预制。施工人员根据施工图、技术规范、安装方案、进厂材料规格等要求绘制底板配版图,进行配板预制、喷沙及刷防锈底漆。注意配板的底面应按要求做完全部防腐涂层,配板顶面的防腐预留最后两层暂不喷刷,且安装口的焊缝处应留40 - 80mm 防腐涂料暂不喷刷,待现场组装焊接完毕后补刷。水槽底板的组装,在气柜基础上划出两条相互垂直的中心线,按排版图在罐底中心板划出十字线,十字线与罐基础中心线重合,在罐底中心打上样冲眼,并作明显标记。铺设时,按排版图由中心板向两端逐块铺设中间一行中幅板,从中间一行板开始向两侧逐行铺设中幅板,每行中幅板应由中间向两侧依次铺设,并可用定位焊临时固定,最后铺设边缘板。中幅板之间的连接形式为搭接,各边缘板之间的连接形式为对接。焊接时,先从中心板逐行向外焊接底板中幅板,边缘板连接成一体后,暂不与中幅板焊接。待水槽最后一圈壁板与边缘板脚焊缝焊接完毕后,再焊接。
3) 水槽壁板预制。水槽壁板结构形式由上至下厚度分别为 8mm、10mm、12mm、14mm、16mm,多块矩形板组焊构成。各节厚度不同,多块长度不等。水槽壁板预制安装要严格控制壁板上口水平度、垂直度和椭圆度的偏差值( 特别要保证最上一圈壁板的上口水平度、垂直度和椭圆度的偏差值) ,每块板保证对角线相等; 首先组装焊接最上一圈壁板,然后组装焊接平台、栏杆、梯子等附件。完成后,用 20 个自制三角架和 20 个 5 吨倒链作为安装施工机具,对称布置拉升至一定高度,再进行第二圈壁板的组装焊接; 为了防止罐体在拉升过程中变形,需在罐内壁临时设置一圈胀圈,以增强罐壁的环向刚度; 在最后一圈壁板焊接完成后,先将壁板与底板的边缘板接,最后将底板边缘板与中幅板连接。为保证安装质量,每节壁板沿周长方向应对称留两块封门板,每
块封门板沿气柜圆周方向加 200mm 余量,以便安装时进行调节。
4) 塔体立柱预制。柱结构形式,立柱由槽钢制造,与水槽壁焊接。塔体立柱与塔体菱形板焊接,钟罩立柱与钟罩菱形板焊接; 操作要点: 单根立柱接口形式采用直口对接,拼柱接口相互错开 300mm 以上;柱孔间距应严格控制,以便与导轨、挂圈带板螺栓孔连接,确保导轨与导轨平行及上下挂圈的设计高度。
5) 顶板安装预制。顶板结构形式,气柜拱顶为球形截面,扇形分带分块; 边缘板为后 8mm 的弓形板,腹板为厚 6mm 扇形分带分块; 边缘板与钟罩采用角钢焊接,腹板铺盖在顶架型钢上,至于拱顶附件焊接,不与顶架焊接,拱顶腹板之间搭接组焊。操作要点: 安装前首先应将顶板进行喷沙、刷防锈漆以及按规范刷完防腐层; 且安装口的焊缝处应留 40mm防腐涂料暂不喷刷,待现场组装焊接完毕后补刷; 安装时自上而下铺设,先在轴线对称部位组装 4 块结瓣式顶板,调整后定位焊,再组装其余顶板,并调整搭接宽度( 宽度允许偏差为 ±5mm) ,接下来进行焊接; 其焊接顺序原则为先焊环向焊缝,后焊径向焊缝,先进行内侧间断焊缝及筋板的连接焊缝焊接,再进行拱顶板的外部焊接; 吊运时要注意防止变形。
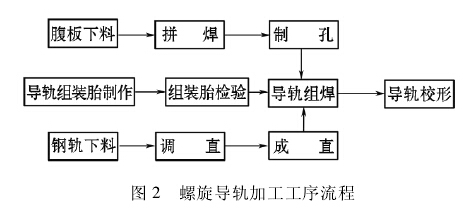
6) 导轨预制。导轨结构形式,导轨由轨道及垫板组焊构成,所用导轨为轻型号轨,三节塔体有 1 组为左旋,另 2 组为右旋。操作要点: 为保导轨预制精度,必须制作一个精确导轨样板胎作为控制检验导轨轮曲率的标准抬具; 导轨滚圆应在滚板机上进行,圆弧面应圆滑过渡,不得有波浪弯和旁弯。滚圆时应留出导轨与垫板组焊的径向焊接收缩量。根据多年实践经验,径向收缩量一般取 40mm; 导轮螺旋扭曲是导轮成型的重要工序,采用先求出导轮的近似曲率半径,然后把导轮卷成弧形再在胎膜上间隔一定距离火煨导轮若干个点后稍作扭曲,加工成形后的导轮尺寸精度可满足要求; 导轨与垫板焊接前,垫板中心线及导轨中心线应重合; 导轨预制后应采取加固措施,防止变形。其工艺流程如图 2 所示。
7) 拱顶架预制。拱顶架结构形式,拱顶桁架下端与钟罩包边角钢焊接,上端与拱顶中心环焊接,拱顶桁架托架顶板,不与顶板焊接。
8) 塔体菱形板预制。体菱形板结构形式,塔体菱形板由多块多节组成,它与塔体立柱、导轨、上下挂圈相连接。操作要点: 单块板尺寸必须严格控制,并保证平直; 进行塔体菱形板预制,首先应对单块板进行喷沙及刷防锈底漆和按规范要求刷完防腐层;且安装口的焊缝处应留 40mm 防腐涂料暂不喷刷,待现场组装焊接完毕后补刷; 菱形板焊接采用对接形式,同时焊接过程中要采取防变形措施,以防止焊接后产生的变形超过规范; 菱形板安装顺序应由内向外逐塔进行,这样有利于改善施焊条件,以保证焊接质量; 菱形板板面不允许焊接吊耳,吊装时要配备铁扁担进行,安装时要采用对角拉紧的方法,以保证板面不变形。
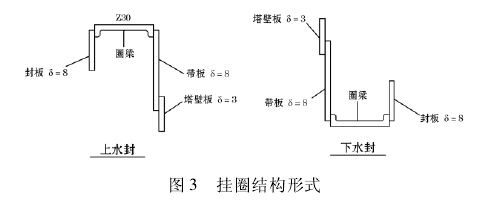
9) 塔体挂圈预制( 上下水封) 。挂圈结构形式如图 3 所示。操作要点: 挂圈( 上下水封) 是各塔体及钟罩升到最高限位时,塔体与水槽、塔体与塔体、塔体与钟罩的最高限位和密封装置; 挂圈( 上下水封) 圈梁的原弧度、水平度将影响到立柱的安装质量,从而影响到导轨的安装质量,应此要严格控制;挂圈( 上下水封) 预制焊接完毕后,其环形板的弧度偏差用弦长不少于 2m 的样板检查,且间隙不大于3mm; 挂圈( 上下水封) 在组装时,先用线坠对立柱进行垂直度找正,然后进行组对焊接。
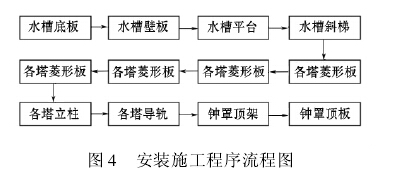
3. 3 安装施工工序
安装的施工工艺要严格依照相关流程进行,具体流程如图 4 所示。
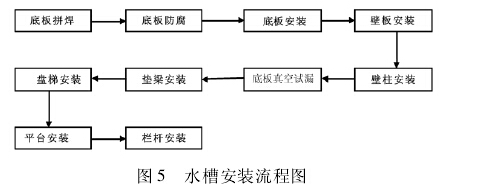
3. 3. 1 水槽安装
水槽底板在防腐之前,必须完成拼板找平,焊缝煤油试漏合格,防止返工是破坏防腐层; 水槽底板焊接要注意焊接顺序,防止焊接变形超过规定值。其安装流程如图 5 所示。
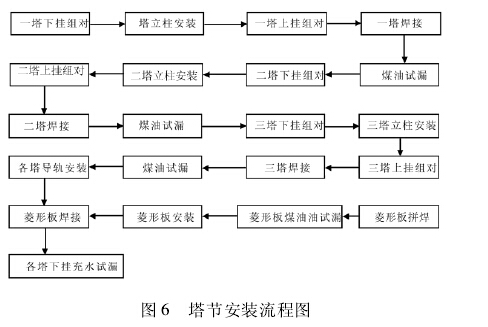
3. 3. 2 塔节安装
各塔节上下挂圈( 上下水封) 周长尽量保持一致,以便立柱的垂直度保证。塔节挂圈( 上下水封)应作煤油试漏。螺旋导轨安装前需复查各塔壁板、上下挂圈( 上下水封) 处的椭圆度,其直径允许偏差为 ±15mm 螺旋导轨安装时在保证导轨伸出导轨上端位置后,将上端固定( 点焊) ,然后再将下端用卡具固定,自上而下按找正点校正导轨并逐段点焊固定。导轨点焊固定后应分 3 - 5 点检查个相邻两导轨轨面中心周向距离,相邻两导轨的平行偏差不大于 6mm。与基准圆径向允许偏差为 ± 5mm,合格后方可焊接。导轨安装焊接完毕后应将焊瘤铲磨干净,以免阻碍个塔升降。导轮安装是,轮缘凹槽和导轨的接触面应保持 3 -5mm 的间隙,导轮的径向位置应满足导轮升降时任何一点均能顺利通过导轮,而导轮的轮槽中心线则应偏离切线方向 3 -5 度,以利于导轮上升。塔节安装流程如图 5 所示。
3. 4 气柜总装
气柜各部分预制完成后进行整体组装。配重应逐个称量、分组组合并将重量相等的两组对称布置。
3. 5 气柜的调试
气柜安装完成后需进行升降试验,按照相关规范一般需升降三次。第一、二次升降试验要控制得慢一些,第三次试验可快些,检验各塔体运转性能、气密性、罐体强度和基础的承载能力。试验前,应仔细检查水封、立柱与垫梁以及其它部位点固焊是否铲净水; 一切妨碍升降的部位均应予以处理; 水槽内所有杂物均清理干净,并将水注至设计水位,同时对
基础进行沉降观测。升降试验前对各岗位人员要进行技术交底。试验时,在水槽注满水的条件下,用鼓风机向罐内吹入空气,使各塔逐渐缓慢上升,根据导轮运转情况及罐顶 U 型压力计测得压力变化,检验塔体上升性能,并对焊缝涂{肥皂水,检查焊缝的严密性。
4 安装技术措施
4. 1 焊接顺序
钢结构在焊接过程中会产生较大的焊接变形,如底板凹凸变形、壁板缩腰和顶板波浪变形等。倘若变形超过设计允许偏差范围,将影响产品的正常使用。采用合理的焊接顺序,可以减少和控制储罐的焊接变形。
4. 1. 1 底板焊接
顺序边缘板对接焊缝中第一圈壁板底部 80cm焊缝→中幅板短焊缝→中幅板长焊缝→第一圈壁板与底间环形角焊缝→边缘板其余对接焊缝→中幅板封闭焊缝→边缘板与中幅板间龟甲缝。
焊接时应注意: 互相平等的焊缝采用隔行焊接方法; 各条焊缝应采用中间向两端施焊; 各条焊缝均采用分段退焊法施焊; 长缝由几名焊工施焊; 各条焊缝均采用中间向两端施焊; 各条焊缝均采用分段退焊法施焊; 长缝由几名焊工同时施焊; 罐底角焊缝,应由数对焊工从罐内、外沿同一方向进行分段焊接。
4. 1. 2 壁板焊接
顺序壁板立缝→组对第一圈与第二圈壁间环缝→组对立缝焊接活口→第一圈与第二圈间环缝、立缝活口→下一圈壁板立缝→依次类推。
焊接时应注意: 采用分段退焊法,即立缝可分三段分段退焊,第一段至焊缝顶端预留 150cm 暂且不焊,待环缝焊接后将其补焊完成。环缝可采取焊 3- 4 根焊条退一步方法施焊; 采用交叉焊接方法,减小焊缝角变形,通常先焊大坡口,后焊小坡口; 采用同时对称施焊。
4. 1. 3 顶架焊接顺序
先短焊缝,后长焊缝; 先内侧焊缝,后外侧焊缝;径向长焊缝宜采用隔缝对称施焊方法,并由中心向外分段退焊; 顶板与包边角钢焊接时,焊工应对称均匀颁布,并沿圆周同一方向分段退焊。
4. 2 消除残余应力
焊接残余应力是由焊接热应力和结构受到刚性固定所产生的约束应力造成的。消除残余应力的最简便方法是用蛙式打夯机或大锤打击。
4. 3 减少焊接变形
为减少焊接变形采用了三种措施: 一是每隔 4~ 5m 加斜支撑; 二是焊接前加胀圈; 三是在每道纵焊缝处加 3 道长 1m 的弧形板。另外,施工前还应加工一些专用工具,如制作 2m 弧形靠尺检查壁板的弧度; 制作胀圈控制安装时的几何尺寸等。焊接合格的焊口表面用砂轮机磨平,以防影响导轮滑行。导轨对接口焊接完毕后 很容易产生变形,导致圆孤度改变或产生侧弯,应在冷态下用千斤顶或丝杆进行矫形。
4. 4 防腐
储气柜内的沼气和水槽内的水质均有腐蚀性,且每日塔身随沼气量的变化而升降多次,不断反复,浸入水槽内,暴露在大气中,极易腐蚀,因此,气柜防腐非常重要。
储气柜的防腐刷油部分主要采用环氧富锌底漆→厚浆形环氧煤沥青底漆→厚浆形环氧煤沥青面漆。热喷铝部分主要采用热喷涂铝→涂 ZB - 851底层封孔剂→涂 ZB -851M 面层封孔剂。



 气柜资讯
气柜资讯