火炬—炼厂气
系统作为炼化企业储运系统的重要组成部分,既是保证装置生产的安全设施,也是
回收炼厂气作为燃料的节能设施。火炬气主要是装置在正常运行或事故状态下排放的废气,主要成分为碳氢化合物和氢气,属易燃易爆、有毒有害气体,通常采用点燃方式排入大气。随着炼化企业高含硫原油加工量的增加,一方面火炬气产量及火炬气中硫化氢含量不断上升,另一方面企业在排放高热值火炬气的同时,由于自产燃料气不足,其燃料气管网还需要进一步补充天然气。为解决上述矛盾,可将正常生产情况下产生的火炬气回收,经压缩机增压后并入燃料气管网作为燃料,以此弥补燃料气管网的燃料不足。回收火炬气不仅可以创造经济效益,还能减少大气污染,具有良好的环境效益和社会效益。
1 改进前火炬气回收系统及存在问题
中国石油大港石化公司火炬气回收系统于2007 年建成并投用,该系统由 20 000 m3干式
气柜、2 台 34 m3/ min 螺杆压缩机和 1 台 28 m3/ min往复式压缩机组成。回收系统将火炬气回收至
气柜,气柜气经由压缩机增压后返回至催化裂化装置稳定系统进一步回收利用。运行过程中出现催化气压机及管线结垢和
腐蚀的现象,严重影响装置的长周期安全运行。
2009 年,为解决上述问题,经过比选,采用了在气柜前增加火炬气脱硫系统的改造方案,并于当年正式投用。脱硫后的火炬气进入气柜后,经由压缩机增压直接进入燃料气管网系统。气柜前脱硫方案不但有效避免了压缩机、燃料气管网和加热炉系统的腐蚀,而且杜绝了气柜本体的腐蚀,大大降低了气柜腐蚀的防护及维修费用。
1. 1 原 理
火炬气中含有一定的水分,其与 H2S 结合后产生湿硫化氢腐蚀,对管线、设备及各装置的加热炉均能产生腐蚀。在脱硫塔较低温度( 35 ~40 ℃ ) 作 用 下,利 用 脱 硫 剂 甲 基 二 乙 醇 胺( MDEA) 脱出干气中的硫化氢; 在溶剂再生塔较高温度作用下,再生并释放出酸性气组分,反应式如下:
2R3NH2+ H2S -------( R3NH3)2S。
1. 2 工艺流程
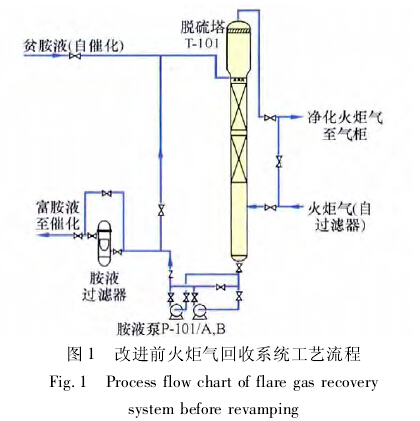
各装置生产过程中产生的含硫干气进入低压火炬管网统称为火炬气,由于水封罐的液位高度,火炬气经水封封住后在水封罐前汇聚,至气液分离中间罐分离出凝缩油后,气体进入低压火炬气系统,再经燃料气过滤罐过滤出杂质后,气体首先进入火炬气脱硫装置,在脱硫塔 T-101 内与催化双脱装置送来的贫胺液反应,脱除气体中的 H2S。
后进入气柜储存,经压缩机增压后打入燃料气管网系统。反应后的富胺液通过胺液泵 P-101送回催化双脱装置,胺液泵出口设有胺液过滤器,能够将反应后的结晶体、杂质等固体颗粒过滤下来,保障催化双脱装置的正常运行,其工艺流程见图 1。
1. 3 火炬气回收系统脱硫效果分析
火炬气脱硫前后硫化氢的含量见表 1。
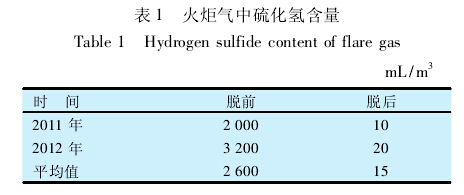
从表 1 可以看出,火炬气经脱硫塔脱硫后,硫化氢体积分数由 2 600 mL/m3降至 15 mL/m3,脱硫效果显著,达到预期目标( 硫化氢体积分数不大于 20 mL/m3) ,实现了火炬气的回收利用。
1. 4 火炬气回收系统应用效果
火炬气中的硫化氢含量高,腐蚀性强,不能直接进入燃料气管网系统。火炬气脱硫系统投用后,经脱硫净化的火炬气组分指标满足燃料气管网要求,可直接由压缩机增压后进入燃料气管网
系统,不需再进入催化裂化装置进行回收,避免了火炬气对催化裂化装置的腐蚀和结垢的出现,确保了装置的长周期运转。
1. 5 存在问题
1. 5. 1 胺液污染
火炬气中大量存在的焦粉等颗粒物,通过气柜脱硫塔后进入胺液系统,随着富胺液再进入溶剂再生装置,不仅会造成胺液发泡,影响再生效果,使干气、液化气脱硫效果变差,还会使产品中
硫化氢含量超标,造成整个燃料气管网系统和加热炉的腐蚀,大大缩短装置运行周期。
1. 5. 2 气柜压缩机过滤器结晶堵塞
脱硫后的火炬气中仍含有液体、污垢、铁锈、氨和少量硫化氢等,会造成压缩机过滤器、缸体、气阀等部件的频繁堵塞和腐蚀,不但增加了清洗过滤器、更换滤芯、气阀等部件的费用,而且影响火炬系统的平稳运行。尤其是在延迟焦化装置接触冷却塔大吹汽过程中,由于放空油气含有较多杂质,直接影响到火炬气回收系统的正常运行。
1. 5. 3 火炬气不能实现完全回收
堵塞和腐蚀等现象会导致气柜压缩机的频繁修理,特别是在延迟焦化装置大吹汽过程中,不能正常回收火炬气,需要将此路火炬气外放燃烧,造成了高热值燃料气组分的浪费。
2 改进方案
针对火炬气脱硫系统投用后,火炬气回收过程中仍然存在的上述突出问题,制定了如下改造方案,并于 2012 年 8 月实施。
2. 1 增加延迟焦化大吹汽过滤器
2. 1. 1 方案制定
延迟焦化装置接触冷却塔大吹汽过程中,在放空油气外送前增加一套全自动过滤系统,将固体杂质过滤干净,过滤后的气体送至气柜回收,从源头治理火炬气中的杂质和焦粉,减少火炬气的外放燃烧,实现大吹汽过程火炬气的顺利回收。
2. 1. 2 工艺流程
界区来的原料气( 温度 80 ℃,压力 20 ~ 40kPa,流量 3 200 m3/ h) 从过滤器底部经进料阀进入过滤器,除去约 95% 的固体颗粒后,清洁气被送往界区外下游工段进行处理; 达到预定的过滤时间或过滤过程结束后,系统自动关闭进料阀和清洁气出口阀; 打开过滤器顶部的蒸气充压阀,蒸气进入过滤器; 待压力稳定后,打开排渣阀进行反向清洗,将滤芯外表面的杂质( 滤饼) 全部冲洗到焦池中。反冲洗后的过滤器准备进行下一轮的过滤和反冲洗,整套设备实行全自动控制。其中设置 2 台过滤器,滤芯精度分别为 5 和 20 μm,可互为备用。
2. 2 气柜脱硫塔前增加一座水洗塔
2. 2. 1 方案制定
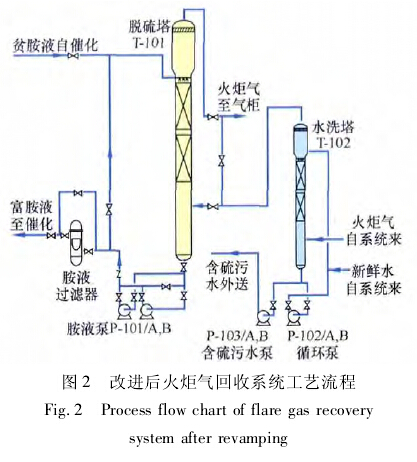
为彻底解决焦粉堵塞过滤器及胺液污染的问题,在气柜入口脱硫塔前增设一座水洗塔 T-102,气柜气首先进入水洗塔洗掉携带的焦粉等杂质,起到一定的脱硫、脱氨作用,然后再进入脱硫塔。该流程设计从根本上避免了胺液系统的污染,有利于溶剂再生系统的长周期稳定运行。
2. 2. 2 工艺流程
改进后的火炬气回收系统的工艺流程见图 2。其中水洗塔、脱硫塔内部均采用高效波纹状规整填料,操作压力为 3 ~ 4 kPa,操作温度为 35 ~40 ℃ ,接近于常压、常温操作,能耗低,操作方便,系统压力降低。
3 火炬气回收系统优化改进后效果分析
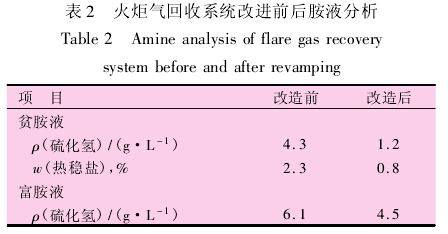
( 1) 从源头上解决了胺液污染问题,提高了胺液再生效果,保障了胺液再生系统的正常运行,改进前后胺液分析数据见表 2
( 2) 延迟焦化大吹汽滤芯精度 5 μm 过滤器投用后,运行初期 3 d 内压力降升高速度较快,进入稳定运行阶段后,压力降基本保持在 5 kPa 左右。该系统投用后,运行状况良好,焦化大吹气期
间的 6 000 m3气体全部得到了回收利用。
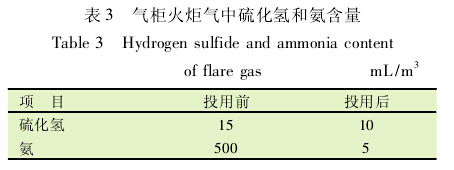
( 3) 气柜水洗塔投用后,没有出现脱硫剂污染的现象,液化气、干气系统运行正常。如表 3 所示,在水洗塔投用后,气柜火炬气中的硫化氢体积分数由 2 600 mL/m3降至 10 mL/m3,氨体积分数由 500 mL/m3降至 5 mL/m3,起到进一步净化气体和脱硫、脱氨的作用,实现了火炬气回收系统的长周期运行。
( 4) 将水洗塔、脱硫塔设置在气柜前的流程设计,解决了气柜本体腐蚀问题,同时也解决了压缩机过滤器、气阀堵塞及缸体腐蚀等问题,降低了操作维修费用。
4 优化改进后效益估算焦化放空干气、气柜回收火炬气和进厂天然气的组成及热值数据见表 4。
目前火炬气年回收量为 19 270 dam3(其中焦化大吹汽放空干气 1 750 dam3,正常生产火炬气17 520 dam3) ,按热值计算,折合为进厂天然气量约 13 190 dam3,外购天然气价格按照 2. 376RMB ¥ / m3估 算,节 约 效 益 约 为 3 134 × 104RMB ¥ / a,去除操作成本约 200 × 104RMB ¥ / a,火炬气回收项目年增效益可达2 934 ×104RMB ¥ 。




 气柜资讯
气柜资讯